 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Які робочі зони має двошнековий екструдер?
Компанія Ningbo Fangli Technology Co., Ltdвиробник механічного обладнанняз майже 30-річним досвідомобладнання для екструзії пластикових труб, новий захист навколишнього середовища та обладнання з нових матеріалів. З моменту створення Fangli розроблявся відповідно до вимог користувачів. Завдяки безперервному вдосконаленню, незалежним науково-дослідним і дослідно-конструкторським роботам щодо основних технологій, перетравленню та засвоєнню передових технологій та інших засобів ми розробилиЕкструзійна лінія ПВХ труб, Лінія екструзії труб PP-R, Екструзійна лінія водопостачання / газопроводу PE, який було рекомендовано Міністерством будівництва Китаю для заміни імпортної продукції. Ми отримали звання «Першокласний бренд у провінції Чжецзян».
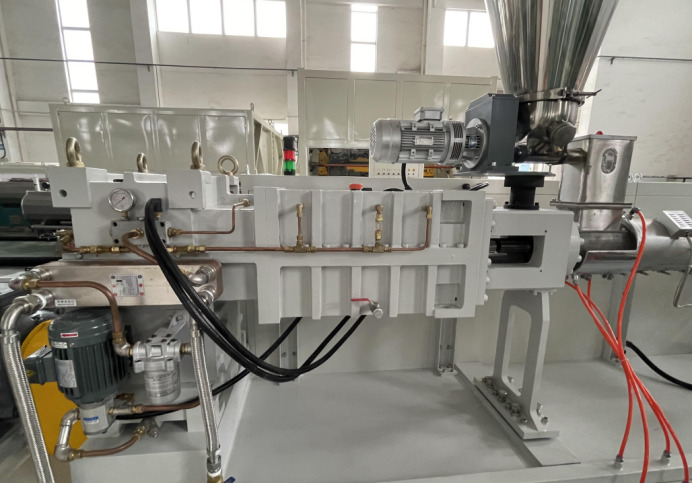
1. Вхідна зона
В основному тут відбувається всмоктування, стиснення та транспортування сировини. Якщо ви хочете мати унікальні характеристики продукту, ви можете додати добавки на цьому етапі. Смола подається в двошнековий екструдер через бункер і в шнек через горловину подачі. Потім гвинт переміщує матеріал вперед. Потужність всмоктування залежить від низки факторів, включаючи швидкість шнека та щільність смоли. Це також залежить від глибини каналу та кроку гвинта.
2. Зона плавлення
Коли матеріал потрапляє в шнек, починається процес екструзії. Гвинт продовжує штовхати смолу вперед. Коли це відбувається, між матеріалом і стовбуром виникає тертя, що спричиняє плавлення смоли. Додаткове тепло надходить від нагрівача під стовбуром. Це забезпечує повне розплавлення смоли. Коли смола рухається вперед, глибина каналу продовжує зменшуватися, тим самим збільшуючи тертя та тиск у стовбурі.
3. Вимірювання площі
"Після розплавлення полімери виходять з екструдера через дробильну плиту з ситом. Тут також відбувається плавлення частинок, які не плавляться в зоні плавлення. Це забезпечує однорідність розплавленої смоли. Якщо ви хочете досягти пластичного рівномірність, ви можете контролювати кількість сит і пористість сит. Тиск тут настільки високий, що розплавлений полімер можна безперервно екструдувати та формувати йому форму. У цій секції відбувається накачування повітрям, щоб запобігти руйнуванню пластикових виробів.
4. Зона охолодження
Пластиковий виріб переміщується в зону охолодження, де охолоджується. Можна використовувати два типи систем охолодження. Є системи повітряного та водяного охолодження. Залежно від типу системи охолодження, яку ви використовуєте, пластикові вироби остигають повільно. Це дозволяє пластиковим виробам формувати ідеальні форми та надає їм привабливості, на яку вони заслуговують.
Якщо вам потрібна додаткова інформація, Ningbo Fangli Technology Co., Ltd. запрошує вас зв’язатися з нами для детального запиту, ми надамо вам професійні технічні рекомендації або пропозиції щодо закупівлі обладнання.
Попередній:Як вибрати модель двошнекового екструдера?
Надіслати запит


X
Ми використовуємо файли cookie, щоб запропонувати вам кращий досвід перегляду, аналізувати трафік сайту та персоналізувати вміст. Використовуючи цей сайт, ви погоджуєтеся на використання файлів cookie.
Політика конфіденційності