 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Шнек екструдера часто зношується? Ось такі основні причини!
Ningbo Fangli Technology Co., Ltd.цевиробник механічного обладнанняз майже 30-річним досвідомобладнання для екструзії пластикових трубт,новий захист навколишнього середовища та обладнання з нових матеріалів. З моменту створення Fangli розроблявся відповідно до вимог користувачів. Завдяки безперервному вдосконаленню, незалежним науково-дослідним і дослідно-конструкторським роботам щодо основних технологій, перетравленню та засвоєнню передових технологій та інших засобів ми розробилиЕкструзійна лінія ПВХ труб, Лінія екструзії труб PP-R, Екструзійна лінія водопостачання / газопроводу PE, який було рекомендовано Міністерством будівництва Китаю для заміни імпортної продукції. Ми отримали звання «Першокласний бренд у провінції Чжецзян».
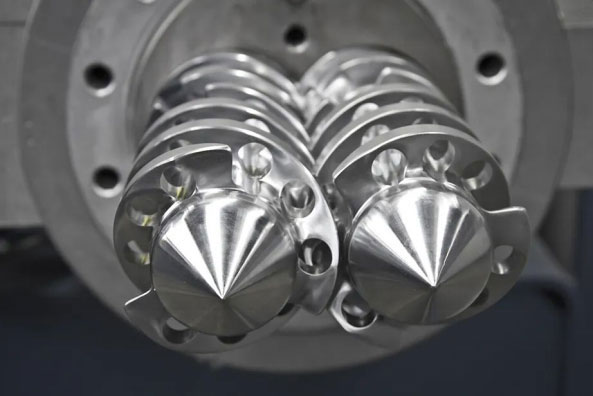
Шнековий екструдерє основним обладнанням для модифікації формування та змішування пластику. У фактичному виробничому процесі модифікації змішування шнек екструдера знаходиться в суворому середовищі високого тиску та високої температури, і має велике тертя та силу зсуву.
Due to the special working environment, the screw of extruder is not the common friction between metal and metal, but between metal and polymer. Therefore, the wear of screw surface is often serious.
Зношення гвинта збільшує відстань між гвинтом і стовбуром, впливає на стиснення та зсув гвинта до матеріалу та призведе до зниження якості продукту. З іншого боку, часта заміна зношених гвинтів не тільки збільшує вартість, але й затримує виробничий план, що призводить до зниження ефективності виробництва.
Як правило, гвинт викидається через тривалий знос, а зазор між гвинтом і стовбуром занадто великий для нормального видавлювання. Однак є також випадки, коли робоче напруження, спричинене неправильним проектуванням або експлуатацією, перевищує межу міцності та пошкоджується. Нижче наведено короткий вступ до причин зносу екструзійного гвинта:
1、Температура обробки
Кожен вид пластику має ідеальний діапазон температур пластифікації. Слід контролювати температуру обробки бочки, щоб вона була близькою до цього температурного діапазону. Коли частинки пластику потрапляють у бочку з бункера, вони спочатку досягнуть секції подачі, і в секції подачі неминуче виникне сухе тертя. Коли ці пластики недостатньо нагріваються та плавляться нерівномірно, легко спричинити підвищений знос внутрішньої стінки стовбура та поверхні гвинта.
Подібним чином у секції стиснення та секції гомогенізації, якщо стан плавлення пластику невпорядкований і нерівномірний, це також спричинить прискорене зношування.

2、швидкість
Швидкість слід правильно відрегулювати. Оскільки до деяких пластмас додають армуючі речовини, такі як скловолокно, мінерали чи інші наповнювачі. Сила тертя цих речовин об металеві матеріали часто набагато більша, ніж сила тертя розплавленої пластмаси.
Якщо використовується висока швидкість обертання, можна легко розірвати армоване волокно, одночасно збільшуючи силу пластичного зсуву. Рване волокно містить гострі кінці, що значно збільшує силу зношування. Коли неорганічні мінерали з високою швидкістю ковзають по металевій поверхні, їх скребковий ефект не малий. Тому не слід регулювати занадто високу швидкість.

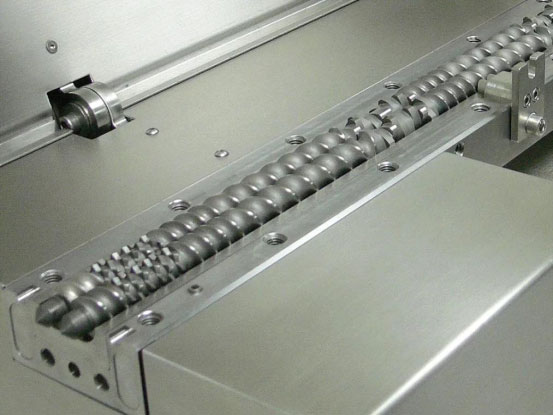
3、Зазор між гвинтом і стовбуром
Гвинт обертається в стовбурі, і тертя між матеріалом і двома призводить до того, що робоча поверхня гвинта та стовбура поступово зношується, діаметр гвинта поступово зменшується, а діаметр внутрішнього отвору стовбура поступово збільшується. Таким чином, зазор між гвинтом і стовбуром поступово збільшується з поступовим зносом обох.
Однак, оскільки опір головки та розподільної пластини перед стовбуром не змінився, це збільшує потік витоку екструдованого матеріалу, коли він рухається вперед, тобто потік матеріалу від діаметрального зазору до напрямку подачі збільшується. В результаті скоротилося виробництво пластмасових машин. Це явище також збільшує час перебування матеріалів у стовбурі, що призводить до розкладання матеріалу. У випадку ПВХ хлористий водень, що утворюється в результаті розкладання, посилює корозію гвинта та стовбура.

4、Нерівномірна пластифікація матеріалів або змішування металевих сторонніх речовин
Через те, що матеріал пластифікований нерівномірно, або в матеріалі змішані металеві сторонні речовини, крутний момент гвинта раптово зростає, що перевищує межу міцності гвинта та спричиняє його руйнування. Це нетрадиційне пошкодження ДТП.
Вище наведено поширені причини зносу гвинтів. Я сподіваюся, що завдяки наведеному вище вмісту ми зможемо краще зрозуміти екструзійний шнек.
Зменшення зносу гвинта та продовження терміну служби гвинта значно зменшать витрати на обслуговування обладнання, забезпечать якість продукції та принесуть більші економічні вигоди підприємству.
Якщо вам потрібна додаткова інформація, Ningbo Fangli Technology Co., Ltd. запрошує вас зв’язатися з нами для детального запиту, ми надамо вам професійні технічні рекомендації або пропозиції щодо закупівлі обладнання.
Попередній:Типи верстатів для різання пластикових труб
Надіслати запит


X
Ми використовуємо файли cookie, щоб запропонувати вам кращий досвід перегляду, аналізувати трафік сайту та персоналізувати вміст. Використовуючи цей сайт, ви погоджуєтеся на використання файлів cookie.
Політика конфіденційності