 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Оптимізація контролю температури для подвоєння ефективності процесу двошнекової екструзії
Ningbo Fangli Technology Co., Ltd.є aвиробник механічного обладнанняз більш ніж 30-річним досвідомобладнання для екструзії пластикових труб, новий захист навколишнього середовища та обладнання з нових матеріалів. З моменту створення Fangli розроблявся відповідно до вимог користувачів. Завдяки безперервному вдосконаленню, незалежним науково-дослідним і дослідно-конструкторським роботам щодо основних технологій, перетравленню та засвоєнню передових технологій та інших засобів ми розробилиЕкструзійна лінія ПВХ труб, Лінія екструзії труб PP-R, Екструзійна лінія водопостачання / газових труб ПЕ, який було рекомендовано Міністерством будівництва Китаю для заміни імпортної продукції. Ми отримали звання «Першокласний бренд у провінції Чжецзян».
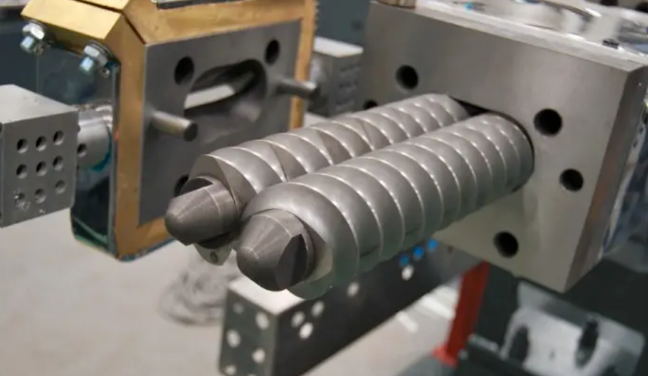
Двошнекова екструзія є одним із ключових процесів переробки полімерів. Його стабільна робота та якість кінцевого продукту значною мірою залежать від точного контролю процесу, головним чином контролюючи температуру.
Через складність моделей обладнання, конфігурацій шнеків і різноманітності матеріалів оптимальні параметри процесу часто виводяться з тривалих експериментів і накопиченого досвіду. Нижче подано короткий вступ до кількох ключових факторів, пов’язаних із температурою, у процесі двошнекової екструзії.
01 Температура процесу екструзії
При проектуванні температури процесу екструзії необхідно враховувати багато факторів. Головним фактором є найвища температура плавлення серед компонентів матеріалу. Наприклад, у поліпропіленовій матковій суміші поліпропіленовий носій має найвищу температуру плавлення 170°C, тому температури процесу для кожної зони встановлюються близько 170°C. Звичайно, це може відрізнятися залежно від способу нагрівання; температури резистивного нагріву та електромагнітного індукційного нагріву відрізняються, причому останній зазвичай нижчий.
По-друге, температура процесу залежить від розміру обладнання та швидкості виробництва. Більша продуктивність вимагає більше тепла для розм’якшення та розплавлення матеріалу, що вимагає вищої температури процесу. Температура також розраховується сегментно на основі потреб транспортування та зсуву. Вища температура знижує в’язкість матеріалу та силу зсуву, тоді як нижча температура збільшує в’язкість і силу зсуву. Коригування температури процесу також має враховувати інші фізичні властивості матеріалу, такі як в’язкість.
02 Температура живильного горла
Ключ до встановлення температури горловини подачі полягає в тому, щоб запобігти прилипанню матеріалу до шнека, що перешкоджало б нормальній подачі. Щоб дозволити матеріалу розплавитися раніше для дисперсії зсуву, температура горловини подачі повинна бути якомога ближчою до точки плавлення носія, не викликаючи прилипання. У деяких рецептурах добавки з низькою температурою плавлення присутні в дуже малих кількостях. Навіть якщо вони плавляться, вони суттєво не впливають на загальне транспортування матеріалу, тому їхній вплив на температуру процесу є мінімальним.
Однак деякі склади містять багато низькомолекулярних речовин. Трохи підвищені температури в поєднанні з теплом, що передається від нижчих зон нагріву через шнек, можуть спричинити передчасне плавлення цих матеріалів у горловині подачі, що призведе до адгезії матеріалу та порушення подачі. Тому під час передпускового нагріву в зоні живлення необхідно підтримувати низьку температуру. Можливо, потрібно активувати охолодження, щоб підтримувати цю низьку температуру. В іншому випадку після запуску можуть виникнути проблеми зі ковзанням гвинта та подачею. Щоб уникнути відхилень при запуску, часто краще спочатку встановити температуру традиційно, а потім знизити температуру в зоні подачі після запуску.
03 Температура вентиляційного отвору
Температуру вентиляційного отвору зазвичай потрібно відповідним чином знизити. Теоретично, щоб запобігти легкому витіканню розплаву та спричиненню витоку вентиляційного отвору, температуру зони до та після вентиляційного отвору слід відрегулювати. Це регулювання забезпечує легкий потік матеріалу вперед, але йому важко витікати вгору та виходити з вентиляційного отвору. Однак за умов стабільного, швидкого потоку, гарної дисперсії та низького тиску розплаву може не знадобитися спеціальне регулювання температури вентиляційного отвору. Тому багато операторів не приділяють пильної уваги цьому параметру.
04 Температура секції змішування
Секція змішування є критичною зоною у двошнековому виробництві маткової суміші. Його контроль температури пов'язаний з вимогами до поперечної сили. Його ключовою функцією є дисперсія пігментів при зсуві, а сила зсуву тісно пов’язана з температурою: надмірно висока температура зменшує в’язкість розплаву та силу зсуву. Відповідно нижча температура збільшує в'язкість, що призводить до кращої дисперсії при зсуві. Величина сили зсуву часто безпосередньо впливає на струм основного двигуна. Тому досвідчені оператори регулюють температуру процесу в цій зоні на основі змін струму основного двигуна.
05 Die Headтемпература
Розрахунок температури головки матриці: коли розплав надходить у головку матриці та збирається екструдувати для гранулювання (чи то шляхом гранулювання ланцюгом, водяним кільцем чи підводним гранулюванням), температуру, як правило, потрібно відповідним чином знизити. Тестування може визначити температуру екструдату, відзначаючи її різницю з температурою розплаву всередині стовбура. Крім того, якщо оснащено змінювачем сита на льоту, тривалість і успіх процесу зміни сита часто пов’язані з в’язкістю та швидкістю потоку розплаву, якими можна керувати, регулюючи температуру головки матриці.

Інші фактори впливу, окрім температури
06 Керування швидкістю живильника
Контроль швидкості живильника безпосередньо впливає на вихід. Під час стабільного виробництва швидкість екструзії дорівнює швидкості подачі. Зміна швидкості живильника змінює вихід і одночасно впливає на процес. Збільшення швидкості живильника додає більше матеріалу в шнек, ефективно знижуючи температуру процесу; навпаки, зменшення швидкості живильника ефективно підвищує температуру процесу. Зміна швидкості живильника також впливає на якість диспергування продукту. Тому коригування швидкості живильника необхідно розглядати комплексно, прагнучи як до стабільного процесу виробництва маткової суміші, так і до забезпечення якості кінцевого продукту.
07 Швидкість головного гвинта
Швидкість основного шнека - це швидкість обертання шнеків. При постійній швидкості подачі зміна швидкості головного шнека лише на мить впливає на швидкість екструзії, перш ніж вона поступово повертається до нормального значення. Ключова роль швидкості шнека полягає в дисперсії зсуву, що є ще одним критичним фактором для контролю якості продукції. Це вимагає координації між температурою та швидкістю зсуву. Деякі вироби вимагають високого зсуву, що вимагає більшої швидкості шнека. Інші потребують низького зсуву, вимагаючи нижчих швидкостей — звичайно, досягнення низького зсуву також може передбачати коригування температури процесу. Кожна машина має обмеження максимальної швидкості, яких необхідно дотримуватися з відповідним запасом безпеки.
08 Тиск розплаву
Тиск розплаву зазвичай підтримується нижче 1 МПа. Це пов’язано з розміром вічка сита, ефективністю дисперсії пігменту, температурою розплаву та в’язкістю. Менша сітка сита, гірша дисперсія пігменту та менша в'язкість розплаву призводять до підвищення тиску; навпаки, тиск нижчий. Тиск розплаву є комплексним відображенням багатьох факторів; уникайте спрощених чи довільних суджень, заснованих лише на ньому. Однак він може служити корисним довідником для регулювання процесу та моніторингу стану дисперсності продукту.
09 Налаштування та заміна пакета екранів
Сітчасті пакети виконують такі функції, як фільтрація та збільшення зсуву, викликаючи зворотний потік розплаву. Вони повинні бути налаштовані та замінені відповідно до конкретних вимог до продукту та якості.
10 Екологічний фокус дляДвошнекові екструдери
Основними екологічними проблемами для двошнекових екструдерів є: по-перше, пил у горловині подачі; по-друге, гази з вентиляційних отворів і головки матриці; і по-третє, очищення охолоджуючої води. Необхідно докладати зусиль для повного захоплення, фільтрації та збору для належної утилізації.

Таким чином, температура є основною змінною, яка проходить через весь процес двошнекової екструзії. Він тісно пов’язаний із такими параметрами, як швидкість подачі, швидкість шнека та тиск, разом визначаючи плавлення, транспортування, дисперсію, вентиляцію та остаточне формування матеріалу. Стабільний, високоякісний процес екструзії залежить від точного та цілісного контролю температурної системи.
Якщо вам потрібна додаткова інформація,Ningbo Fangli Technology Co., Ltd.вітає ваш запит. Ми надамо професійні технічні рекомендації або пропозиції щодо закупівлі обладнання.
Надіслати запит


X
Ми використовуємо файли cookie, щоб запропонувати вам кращий досвід перегляду, аналізувати трафік сайту та персоналізувати вміст. Використовуючи цей сайт, ви погоджуєтеся на використання файлів cookie.
Політика конфіденційності