 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


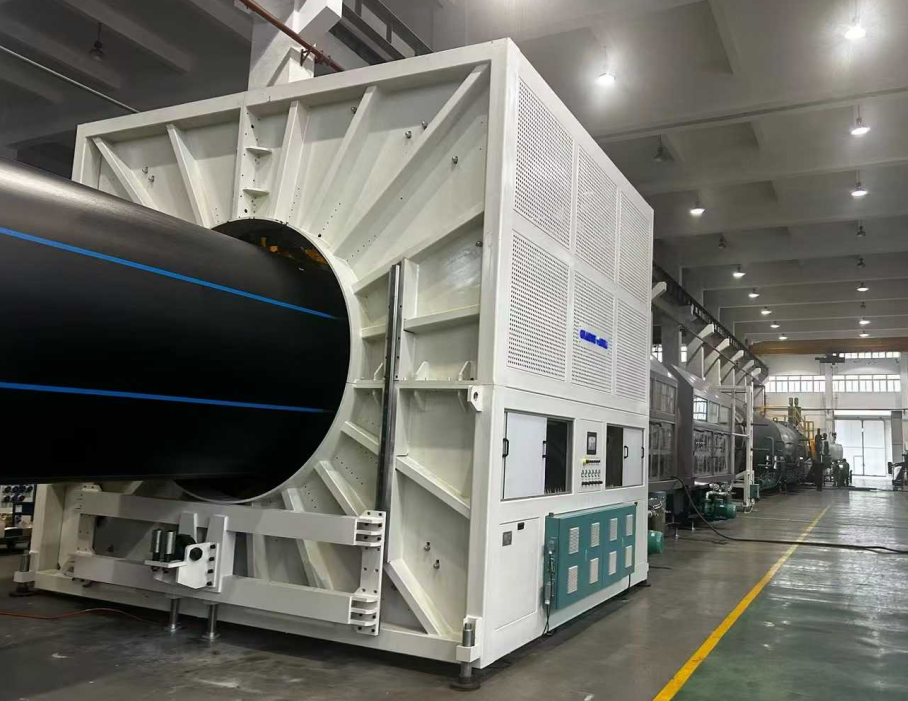
Ключові моменти пускового обладнання та технології виробництва поліетиленових труб з великими діаметрами понад 2000 мм
Ningbo Fangli Technology Co., Ltd.є aвиробник механічного обладнанняз майже 30-річним досвідомобладнання для екструзії пластикових труб, новий захист навколишнього середовища та обладнання з нових матеріалів. З моменту створення Fangli розроблявся відповідно до вимог користувачів. Завдяки безперервному вдосконаленню, незалежним науково-дослідним і дослідно-конструкторським роботам щодо основних технологій, перетравленню та засвоєнню передових технологій та інших засобів ми розробилиЕкструзійна лінія ПВХ труб, Лінія екструзії труб PP-R, Екструзійна лінія водопостачання / газопроводу PE, який було рекомендовано Міністерством будівництва Китаю для заміни імпортної продукції. Ми отримали звання «Першокласний бренд у провінції Чжецзян».
Посилення урбанізації та зростання впливу зміни клімату означають, що постачання прісної води та очищення стічних вод стають все більш критичними. Очікується, що цей попит зберігатиметься та посилюватиметься. З роками продуктивність пластикових труб у водокористуванні покращилася завдяки оптимізації матеріалів, удосконаленню технології обладнання та методів виробництва. У зв’язку з потребою у великих об’ємах транспортування води потреба у більших діаметрах труб постійно зростає.
ПЕ труби мають численні успішні застосування та приклади просування в різних сферах, таких як водопостачання та водовідведення, газ, сільське господарство та атомна енергетика. Особливо в останні роки було зроблено численні прориви в галузі товстостінних поліетиленових труб великого діаметру, призначених для ядерної енергетики, що вивело галузь на передовий край.
Як вирішувати проблеми виробництва труб великого діаметру? Які технології обладнання та технологічні процеси використовуються для виробництва труб великого діаметру? Які майбутні тенденції проектування та виклики для труб великого діаметру? Сьогодні ми представляємо «Ключові моменти для пускового обладнання та технології виробництва поліетиленових труб діаметром 2 метри і більше».
I. Конфігурація обладнання та налагодження
1. ЕкструдерВибір і параметри
1.1. Використовуйте високий крутний моментодношнековий екструдеріз співвідношенням довжини до діаметра ≥ 40:1 і діаметром шнека 120 мм для забезпечення рівномірної пластифікації розплаву та високої ефективності. Висока продуктивність повинна бути досягнута, гарантуючи рівномірну пластифікацію матеріалу та низькотемпературну екструзію розплаву.
1.2. Налаштуйте систему керування PLC від міжнародного бренду з точністю контролю температури в межах ±0,5°C, щоб уникнути коливань товщини стінки труби, спричинених коливаннями температури розплаву.
2. Штамп і система калібрування
2.1. Матриця має мати спіральну структуру (кована легована сталь + хромоване покриття) із зональним електричним нагріванням у серцевині для точного регулювання температури. Матриці з великими довгими спіральними структурами оснащені оптимізованою кількістю спіральних каналів потоку та структур повітряного/масляного охолодження для подальшої стабілізації температури розплаву.
2.2. Відстань міжгільза калібратора1.2. Налаштуйте систему керування PLC від міжнародного бренду з точністю контролю температури в межах ±0,5°C, щоб уникнути коливань товщини стінки труби, спричинених коливаннями температури розплаву.
2.3. Охолоджувач/обмінник розплаву слід налаштувати міжекструдері фільєра, здатна значно знизити температуру розплаву, подолати провисання матеріалу HDPE і забезпечити рівномірну товщину стінки труби.
II. Передпускова підготовка
1. Попередня обробка сировини
Використовуйте спеціальну смолу PE100 або вищого класу поліетилену високої щільності (HDPE). Під час змішування маткової суміші висушіть її до вмісту вологи ≤ 0,01%, щоб запобігти утворенню бульбашок розплаву або погіршенню якості.
2. Підігрів і налагодження обладнання
2.1. Нагрівання головки матриці слід проводити поетапно: для початкового запуску попередньо прогріти протягом 5-6 годин (при 220°C); при зміні матриць попередньо прогріти протягом 4-5 годин, щоб забезпечити рівномірний нагрів матриці.
2.2. Після встановленнякалібрувальний водяний рукав, використовуйте щуп, щоб відрегулювати рівність і зазор (похибка ≤ 0,2 мм), щоб уникнути ексцентриситету труби або нерівної товщини стінки.
III. Контроль параметрів процесу
1. Температура і тиск
1.1. Встановіть температурні зониекструдервідповідно до індексу текучості розплаву сировини: зона 1: 160-170°C, зона 2: 180-190°C, зона головки головки: 200-210°C. Тиск розплаву повинен стабілізуватися в межах 15-25 МПа.
1.2. Надмірно висока температура ядра матриці (> 220°C) призведе до грубої внутрішньої стінки; потрібне точне керування через систему циркуляції теплоносія.
2. Охолодження іПеретягування
2.1. Контролюйте температуру води у вакуумному калібрувальному баку між 10-20°C. Використовуйте поетапне охолодження в резервуарі для охолодження спреєм (різниця температур ≤ 10°C), щоб запобігти розтріскуванню, спричиненому раптовим охолодженням.
2.2. СинхронізувативитягуванняB. Впровадити поетапний контроль різниці температур у резервуарі охолодження спрею (≤ 10°C). Збільште негативний тиск у вакуумній калібрувальній ємності до -0,05 ~ -0,08 МПа, щоб прискорити затвердіння розплаву.
IV. Контроль якості та усунення несправностей
1. Усунення поверхневих дефектів
, опорні пластини або ущільнювальні кільця, щоб уникнути локального нерівномірного опору, що спричиняє деформацію.калібрувальний рукав; очистіть форсунки та відрегулюйте швидкість потоку, щоб досягти балансу.
1.2. Канавки/брижі: очистіть від забруднень кромку матриці; відрегулюйте негативний тиск у вакуумній калібрувальній ємності (-0,05 ~ -0,08 МПа); замініть екранний пакет, якщо необхідно.
2. Забезпечення точності розмірів
Вимірюйте зовнішній діаметр труби (допуск ±0,5%) і товщину стінки (допуск ±5%) кожні 30 хвилин. Якщо значення перевищують стандарти, відрегулюйте зазор абовитягуванняшвидкість.
3. Рішення для проблем нерівномірної товщини, провисання та овальності
3.1. Проблема нерівномірної товщини
3.1.1 Калібрування та налаштування матриці
A. Під час встановлення матриці переконайтеся, що кромка матриці та оправка мають сувору концентричність. Затягніть болти крок за кроком за годинниковою стрілкою, а потім послабте їх на один оберт, щоб уникнути ексцентриситету, спричиненого локальною напругою.
B. Відрегулюйте болти регулювання товщини стінки по периферії матриці. Після кожного регулювання позначте напрямок на зовнішній поверхні труби масляною ручкою для швидкого визначення зон відхилення.
C. Регулярно очищайте відкладення згорілого матеріалу в межах 0,5-1 см всередині кромки матриці, щоб запобігти перешкоджанню домішок потоку розплаву.
3.1.2 Оптимізація параметрів процесу
A. Контролюйтеекструдертиск розплаву між 15-25 МПа. Синхронізувативитягуванняшвидкість зі швидкістю екструзії (похибка ≤ 0,5%), щоб уникнути періодичних коливань, що викликають коливання товщини стінки.
B. Відрегулюйте відстань міжкалібрувальний рукаві губа матриці до ≤ 5 см. Щоб забезпечити рівномірне охолодження, збалансуйте кути нахилу форсунок і тиск нагнітання води в резервуарі для охолодження спрею.
3.1.3 Виявлення та виправлення в реальному часі
A. Виріжте зразки перед резервуаром для охолоджувальної води. Використовуйте багатоточковий метод виявлення (наприклад, 8-точковий метод) зі свердлильним верстатом і використовуйте штангенциркуль, щоб допомогти в регулюванні зазору матриці.
B. Інтегруйте лазерний вимірювач діаметра для моніторингу зовнішнього діаметра в режимі реального часу, зв’язавши його з автоматичною системою зворотного зв’язку для корекції швидкості витягування або відкриття зазору матриці.
3.2. Проблема провисання (провисання розплаву).
3.2.1 Контроль температури та охолодження
A. Знизьте температуру розплаву (на 10-15 °C нижче, ніж у звичайних процесах). Використовуйте систему циркуляції теплоносія, щоб стабілізувати температуру серцевини матриці на рівні ≤ 220°C.
B. Впровадити поетапний контроль різниці температур у резервуарі охолодження спрею (≤ 10°C). Збільште негативний тиск у вакуумній калібрувальній ємності до -0,05 ~ -0,08 МПа, щоб прискорити затвердіння розплаву.
3.2.2 Удосконалення обладнання та процесу
A. Використовуйте спіральний розподільник, щоб оптимізувати дизайн каналу потоку, покращити підтримку розплаву та уникнути локального колапсу.
B. Налаштуйтекалібрувальний рукавтиск на виході води (похибка ≤ 5%). Зменшитивитягуванняшвидкість нижче 50% від номінального значення, щоб подовжити час охолодження.
3.3. Проблема овальності
3.3.1 Компенсація сили тяжіння та оптимізація калібрування
A. Встановіть багатоточкові коригувальні ролики (один комплект кожні 2 метри). Використовуйте гідравлічний тиск, щоб відрегулювати тиск роликів і збалансувати зусилля на трубі.
B. Налаштуйтекалібрувальний рукавтиск на виході води (похибка ≤ 5%). Скоординуйте рівномірне всмоктування з вакуумного калібрувального бака, щоб забезпечити округлість.
3.3.2 Налаштування параметрів процесу
A. Застосуйте зональний нагрів на оправці (похибка ±2°C), щоб запобігти нерівномірній усадці розплаву, що спричиняє овальність.
B. Огляньте та очистіть від забрудненькалібрувальний рукав, опорні пластини або ущільнювальні кільця, щоб уникнути локального нерівномірного опору, що спричиняє деформацію.
Якщо вам потрібна додаткова інформація,Ningbo Fangli Technology Co., Ltd.запрошує вас зв’язатися для детального запиту, ми надамо вам професійні технічні рекомендації або пропозиції щодо закупівлі обладнання.
Надіслати запит


X
Ми використовуємо файли cookie, щоб запропонувати вам кращий досвід перегляду, аналізувати трафік сайту та персоналізувати вміст. Використовуючи цей сайт, ви погоджуєтеся на використання файлів cookie.
Політика конфіденційності