 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Введення в процес екструзії труб, обладнання, дефекти якості тощо.
Ningbo Fangli Technology Co., Ltd.є aвиробник механічного обладнанняз більш ніж 30-річним досвідомобладнання для екструзії пластикових труб,новий захист навколишнього середовища та обладнання з нових матеріалів.З моменту створення Fangli розроблявся відповідно до вимог користувачів. Завдяки безперервному вдосконаленню, незалежним науково-дослідним і дослідно-конструкторським роботам щодо основних технологій, перетравленню та засвоєнню передових технологій та інших засобів ми розробилиЕкструзійна лінія ПВХ труб,Лінія екструзії труб PP-R, Екструзійна лінія водопостачання / газових труб ПЕ, який було рекомендовано Міністерством будівництва Китаю для заміни імпортної продукції. Ми отримали звання «Першокласний бренд у провінції Чжецзян».
I. Потік процесу
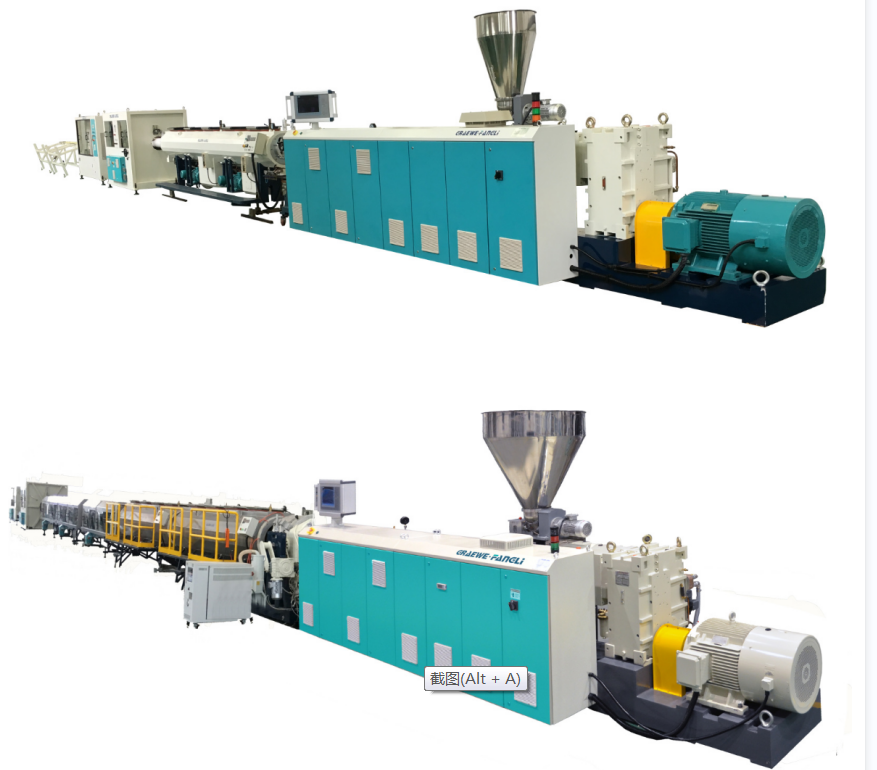
В даний час труби з ПВХ і PO є найбільшими продуктами як усередині країни, так і за кордоном.малюнок 1показана схема процесу виробництва поліолефінових (PO) труб. Пластик подається шнеком у кільцеву зазорову фільєру (2) у вигляді рівномірно пластифікованого розплаву, видавлюючи заготовку труби. Він негайно надходить у блок калібрування (3) для охолодження та сортування, а потім проходить подальше достатнє охолодження в охолоджувальному резервуарі (4). Труба витягується з постійною швидкістю за допомогою регульованоговідвантажувальна одиниця(6)і, нарешті, розрізати на задану довжину різцем (7). Тонкостінні труби діаметром менше 160 мм можуть бути згорнуті в рулони за допомогою моталки (9).

Малюнок 1. Схематична діаграма процесу виробництва PO труб
1---Екструдер; 2---Трубна матриця; 3---Калібрувальний рукав;
4---Охолодження вакуумного калібрування; 5---Бак охолодження;
6---Блок витягування; 7---Різак;
8---Принтер; 9---Моталка
II. Процес і обладнання
Для виробництва труб PO, aвисокоефективний одношнековий екструдерслід вибрати. У зоні подачі використовується стовбур з осьовими канавками. Співвідношення довжини гвинта до діаметра (L/D) становить 30–33:1. Шнекова конструкція являє собою двоступеневу конструкцію з різною глибиною та кроком: крок у секції подачі менший за діаметр шнека, тоді як крок у секціях плавлення та гомогенізації більший за діаметр шнека. Для підвищення ефективності змішування деякі шнеки оснащені додатковими елементами змішувальної головки. Цей тип одношнекового екструдера забезпечує відносно високу продуктивність і хорошу пластифікацію. Наприклад, одношнековий екструдер із діаметром шнека 90 мм може досягти продуктивності понад 600 кг/год. Крім того, для виробництва РО труб, наповнених карбонатом кальцію, сульфатом барію, деревним борошном або скловолокном, зазвичай використовуються двошнекові екструдери, що обертаються одночасно.
Виробництво ПВХ-труб принципово схоже з виробництвом ПО-труб. Зазвичай використовуються протилежно обертові конічні абопаралельні двошнекові екструдери, що дозволяє пряме екструзування порошку сухої суміші. Їхня продуктивність коливається від 10 кг/год для труб малого діаметра до 1100 кг/год для труб великого діаметру. Співвідношення L/D гвинта зросло з колишніх 18:1 до 25:1. Наприклад, aдвошнековий екструдерз діаметром шнека 90 мм можна досягти продуктивності понад 300 кг/год.
Як видно з рисунка 1, обладнання для екструзії труби складається в основному з резервуара для охолоджувальної води,відвантажувальна одиниця, фреза, моталка, або дамп таблиці.
Резервуар для охолоджувальної води
Коли труба виходить із блоку калібрування та охолодження, вона не повністю охолоджена до кімнатної температури. Якщо не охолоджувати далі, градієнт температури, що існує в радіальному напрямку стінки труби, може призвести до того, що вже затверділий зовнішній шар знову розм’якшиться через підвищення температури, що призведе до деформації. З іншого боку, труба також повинна витримувати навантаження від обладнання для відведення, різання та намотування. Тому залишкове тепло необхідно відводити, охолоджуючи трубу до кімнатної температури. Методи охолодження включають водяну баню та охолодження розпиленням. У баку для охолодження водяної бані рівень води повинен повністю занурювати трубу. Резервуар розділений на кілька секцій. Вхід охолоджуючої води встановлюється в останній секції, внаслідок чого напрямок потоку води протилежний напрямку екструзії труби, створюючи градієнт температури охолодження. Це призводить до більш поступового охолодження труби та зниження внутрішньої напруги. Відстань між резервуаром для охолоджувальної води та блоком калібрування/охолодження не повинна перевищувати однієї десятої загальної довжини охолодження; інакше різниця температур між зовнішньою стінкою труби та охолоджувальною водою може надмірно збільшитися. Хоча метод водяної бані простий, різниця температур між верхнім і нижнім шарами води в резервуарі може спричинити нерівномірне охолодження та вигин труби. Крім того, сили плавучості, що діють на трубу, можуть легко спричинити деформацію, що робить цей метод особливо непридатним для охолодження труб великого діаметру.
Функціяблок відведення трубполягає в забезпеченні певної швидкості та сили відтягування вже підібраної та охолодженої труби, долаючи силу тертя, створювану розмірним пристроєм на трубу, тим самим витягуючи трубу з постійною швидкістю до намотувального пристрою або скидного столу. Відвантажувальна установка є однією з ключових частин обладнання для виробництва труб і повинна відповідати наступним вимогам.
(1)Theвитягуванняшвидкість повинна мати можливість безступінчастого та плавного регулювання, забезпечуючи постійну швидкість відведення. Нестабільна швидкість витягування призведе до коливань діаметра труби. Швидкість витягування повинна бути тісно узгоджена зі швидкістю екструзії. Товщина стінки труби регулюється шляхом регулювання швидкості відтягування: нижча швидкість відтягування призводить до більш товстих стінок, більша швидкість призводить до тонших стінок. Вибір правильної швидкості транспортування є ефективним методом забезпечення відповідності розмірів продукту. Сучасні конструкції можуть досягати максимальної швидкості витягування до 30 м/хв.
(2)Константавитягуваннясила повинна підтримуватися, без будь-якого явища поштовху-тяги, інакше це може спричинити хвилястість поверхні труби. Також необхідна достатня тягова сила. Необхідна сила відриву зростає із збільшенням площі контакту та розміру радіального тиску. Для труб малого і середнього діаметра відривне зусилля зазвичай становить 100-600 Н; для труб великого діаметру зазвичай становить 800-10 000 Н.
(3) Сила затискувідвантажувальна одиницязахват має бути регульованим і здатним захоплювати труби різного діаметру без пошкодження або деформації поверхні. В даний час широко застосовуються захвати гусеничного типу. Вони складаються з 2-12 доріжок, рівномірно розташованих навколо труби. Доріжки вбудовані з певною кількістю гумових/пластикових затискних блоків, переважно увігнутих або під кутом, щоб збільшити площу застосування радіального тиску на трубу. Регулювання сили затиску здійснюється за допомогою пневматичного, гідравлічного механізму або механізму гвинт-гайка. Кількість доріжок збільшується з діаметром труби.
Після того, як труба буде відтягнута на певну довжину, її необхідно розрізати. Різаки бувають різних типів, вибираються в залежності від діаметра і товщини стінки труби, типу матеріалу, довжини різу, якості різу, форми різання і т. д. Для різання труб малого і середнього діаметра підходять гільйотинні автоматичні різаки і циркулярні радіальні пилки; планетарні автоматичні фрези підходять для труб великого діаметру. Отримавши команду різання, різак захоплює трубу затискачем і рухається в напрямку відведення труби, завершуючи дію різання. Після різання пневматичний механізм штовхає його назад у вихідне положення.
Стіл моталки та відвалу. У рулони змотують тільки труби, які не деформуються при згинанні, з автоматичним розрізанням і розвантаженням. Лінійна швидкість намотування синхронізована зі швидкістю екструзії та може плавно регулюватися. Коли швидкість екструзії становить менше 2 м/хв, зазвичай використовується однопозиційний намотувач; коли швидкість екструзії перевищує 2 м/хв, слід використовувати подвійну або навіть багатостанційну мотальну машину.
III. Ключові фактори для контролю дефектів труб
Дотримуючись порядку потоку процесу на малюнку 1, ключові пов’язані фактори для усунення дефектів якості перераховані нижче.
(1)Розділ годування:Рецептура сировини; форма і розмір сировини; спосіб фарбування; спосіб сушіння; змішування перемеленого/переробленого матеріалу; види та дозування добавок; охолоджувальна здатність горла бункера.
(2)Екструдер: Діаметр шнека; співвідношення L/D гвинта; ступінь стиснення гвинта; гвинтовий тип конструкції; швидкість шнека; продуктивність вентиляції; контроль температури шнека; контроль нагрівання та охолодження бочки; температурні профілі вздовж зон екструдера; крутний момент екструдера; споживана потужність; адаптер; вибір температури та контроль для зміни екрана; тип і специфікація екрану.
(3)Померти:Розрив матриці; довжина земельної ділянки; тип конструкції матриці; форма каналу потоку; розподіл розплаву; встановлення та контроль температури; тиск головки матриці; контроль товщини стінки.
(4) Калібрування та охолодження:Метод калібрування; розміри калібратора; вакуумна коробка рівень вакууму або калібрування внутрішнього тиску тиск повітря та довжина трубки; пломбування системи калібрування; час калібрування; витрата охолоджуючої води; температура охолоджуючої води; метод охолодження.
(5)Резервуар для охолоджувальної води:Спосіб охолодження; розводка водопроводу; витрата охолоджуючої води; довжина бака охолодження; температура охолоджуючої води; ефективність охолодження труб.
(6)Блок витягування: Швидкість відведення та контроль; калібрування тягової сили; сила затиску і контроль; кількість доріжок і ефективна довжина; твердість поверхні та форму затискних блоків; контактна поверхня відведення.
(7) Різак: Тип фрези; профіль і матеріал зуба пильного полотна; механізм скидання; збір стружки та видалення пилу; контроль шуму; налаштування лімітної системи; затискний механізм; система приводу і потужність; автоматична система різання.
(8)Стіл для намотування та розвантаження: Контроль натягу; система команд різання по довжині; вибір станції намотування; діаметр намотування; індикація дії скидання; лінійна швидкість намотування.
(9) Додаток:Умови для автоматизованого виробництва:Вимірювання товщини стінок; контроль зовнішнього діаметра; вимірювання ваги та статистика виробництва; стан роботи зубчастого насоса для плавлення; система центрування матриці.
Якщо вам потрібна додаткова інформація,Ningbo Fangli Technology Co., Ltd.запрошує вас зв’язатися для детального запиту, ми надамо вам професійні технічні рекомендації або пропозиції щодо закупівлі обладнання.
Надіслати запит


X
Ми використовуємо файли cookie, щоб запропонувати вам кращий досвід перегляду, аналізувати трафік сайту та персоналізувати вміст. Використовуючи цей сайт, ви погоджуєтеся на використання файлів cookie.
Політика конфіденційності